Raggiungi nuovi clienti 365 giorni all'anno grazie a un'unica piattaforma
Diventa espositore

{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

Corsa X: 4.000 mm - 7.158 mm
Corsa Y: 250, 300 mm
Corsa Z: 270 mm
... Panoramica
Il FMC SERIE QUATTRO è un
centro di
lavoro a 4 assi progettato per forature e fresature su profilati in alluminio e acciaio. Integra dispositivi brevettati per assistenza operatore e ottimizzazione ...

Corsa X: 4.150, 6.780 mm
Corsa Y: 545, 440 mm
Corsa Z: 295 mm
... Panoramica
Il
centro di
lavoro ARGO a 3 assi controllati con rotazione pneumatica della testa (0°/90°/180°) è progettato per foratura e fresatura di profilati estrusi in alluminio e acciaio. Ampio campo di
lavoro, ...

Peso totale: 6.500 kg
Larghezza massima: 1.670 mm
Altezza totale: 2.530 mm
... pezzi. Flessibile ed efficiente Universale: rettifica e lucidatura di sfere, asperità, prismi e altre forme complesse in diverse modalità. Versioni della macchina su misura per soddisfare le vostre esigenze specifiche. Lavora ...

Corsa X: 762 mm
Corsa Y: 508 mm
Corsa Z: 508 mm
... metodo efficace per ridurre gli allestimenti e incrementare la precisione per pezzi con più lati e complessi. I centri di lavorazione universale Haas UMC sono soluzioni economiche per la lavorazione a ...
Haas Automation

Corsa X: 1.270 mm
Corsa Y: 762 mm
Corsa Z: 711 mm
... predisposizioni e incrementare la precisione per pezzi con più lati e complessi. Le corse e il piatto più grandi dei centri di lavorazione universale serie UMC-1250 di Haas li rendono soluzioni perfette ...
Haas Automation

Corsa X: 610 mm
Corsa Y: 406 mm
Corsa Z: 406 mm
... e incrementare la precisione per pezzi con più lati e complessi. Le corse più brevi e le piante compatte dei centri di lavorazione universale serie UMC-500 di Haas li rendono soluzioni perfette per la ...
Haas Automation

Corsa X: 500 mm
Velocità di rotazione: 4.000 rpm
... ulteriore mandrino di fresatura per lavorare sezioni su 4 lati. I centri di lavoro per profili HDX possono essere combinati con seghe a nastro e/o unità di cesoiatura. Queste linee universali offrono ...

Corsa X: 4.550 mm
Corsa Y: 3.000 mm - 4.000 mm
Corsa Z: 2.000, 1.500, 2.500 mm
... Movimentazione longitudinale e trasversale tramite pignone e cremagliera Fresatrice universale con RAM completamente protetto Gantry con Controllo numerico Heidenhain o Siemens Punti di forza Gantry con elevata dinamica e ...
EMCO GmbH

Corsa X: 6.000 mm
Corsa Y: 4.000, 5.000, 6.000, 7.000 mm
Corsa Z: 1.500, 2.000, 2.500 mm
... Sinumerik ONE è il sistema CNC universale e flessibile. Con una vasta gamma di funzionalità, è adatto all'uso in quasi tutte le tecnologie. Il Sinumerik ONE stabilisce degli standard in termini di dinamica, precisione e integrabilità ...
EMCO GmbH

Corsa X: 3.000 mm - 14.000 mm
Corsa Y: 1.300 mm
Corsa Z: 2.000 mm
... alle teste di fresatura con motori torque Configurazione della macchina secondo le esigenze del cliente Fresatrice universale predisposta per l’Industria 4.0 Il design di ECOMILL S garantisce il miglior monitoraggio del processo ...
EMCO GmbH
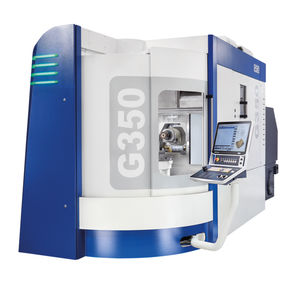
Corsa X: 600 mm
Corsa Y: 855 mm
Corsa Z: 750 mm
... Il centro di lavoro universale a 5 assi G350 offre ai clienti del settore della lavorazione meccanica possibilità pressoché illimitate per la fresatura di pezzi nei materiali più diversi. Il nostro ...
GROB-WERKE
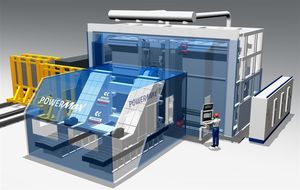
... Panoramica
Centro di produzione di grandi dimensioni progettato per la lavorazione del titanio e di altri materiali difficili da lavorare. PowerMax® T integra tre assi lineari su guide lineari parallele con scale ottiche montate ...
Camozzi Machine Tools

Corsa X: 4.250, 5.250, 3.250 mm
Corsa Y: 2.500, 3.000 mm
Corsa Z: 1.000 mm
... Il DBM U è un centro di lavoro multifunzionale a doppia colonna che può eseguire lavorazioni a 5 assi con l'aggiunta di una testa universale. È dotato di un potente mandrino da oltre 1000 Nm, di una struttura ...

Corsa X: 650 mm
Corsa Y: 950 mm
Corsa Z: 700 mm
... Ergonomica Cabina ergonomica per un facile accesso all'area di lavoro e un semplice attrezzaggio dei componenti Minimo ingombro (13 m²) per un'elevata area produttiva e slim design (2,6 m) per una facile connessione Precisa Massima ...
DMG MORI

Corsa X: 900, 1.350, 1.400, 630 mm
Corsa Y: 630, 730, 1.050, 1.400 mm
Corsa Z: 900, 1.400, 860 mm
... I centri di lavoro CNC MAG SPECHT sono l'ideale per sistemi integrati a più macchine, ma si prestano anche a un utilizzo come unità singola e in celle di finitura. Questi sistemi CNC monomandrino si caratterizzano per ...

Corsa X: 1.880, 1.380 mm
Corsa Y: 1.150, 1.400 mm
Corsa Z: 900, 930 mm
... della vostra officina Espandete la vostra produttività, non la vostra officina, con le nostre soluzioni che offrono l’area di lavoro più grande con il minimo ingombro. Maggiore produttività per metro quadro grazie alle periferiche integrate. ...

Corsa X: 2.200 mm - 4.600 mm
Corsa Y: 1.700 mm - 3.500 mm
Corsa Z: 2.000 mm - 3.200 mm
... Panoramica
I
centri di
lavoro PAMA SPEEDMAT HP combinano smorzamento, elevata dinamica e rigidità per ottenere precisione di lavorazione su componenti di piccole e medie dimensioni. Sono disponibili in versione ...

Corsa X: 1.000 mm - 3.600 mm
Corsa Y: 1.650 mm
Corsa Z: 1.900 mm
... Dimensione del pallet: 1000 x 800 mm. Area di lavoro: 1900 x 1650 mm. Trova la tua macchina Heckert HEC: Grandi centri di lavorazione universali a 4 e 5 assi Specifiche tecniche / Caratteristiche: - ...
Starrag

Corsa X: 1.600 mm
Corsa Y: 800 mm - 2.400 mm
Corsa Z: 1.400 mm
... Ottimale per la truciolatura pesante: qualora si desideri lavorare pezzi complessi i robusti centri di tornitura/fresatura verticali a cinque assi della serie VTM-YB ne fanno la macchina utensile ideale. Gli utensili di lavorazione di ...

Corsa X: 762 mm
Corsa Y: 460 mm
Corsa Z: 460 mm
... complessità per l'aviazione e la tecnologia medicale: la serie UNIVERSAL CENTER MU-V è apprezzata per le elevate velocità di traslazione e per le prestazioni di tornitura. Grazie all'area di lavoro di notevoli dimensioni, ...
OKUMA EUROPE GMBH

Corsa X: 50 mm - 210 mm
Corsa Y: 80 mm - 150 mm
Corsa Z: 150 mm - 155 mm
... Ridefinizione della lavorazione di produzione CNC ad alto volume - Innovazione e flessibilità senza compromessi Mikron MultiX rappresenta un'innovazione nella lavorazione di grandi volumi di produzione, offrendo produttività, flessibilità e scalabilità ...
Mikron Group

Corsa Y: 700 mm
... Proposte di valore Esperienza: Comau è una delle poche aziende leader in questo settore in grado di gestire la totalità dei processi – lavorazione meccanica, bilanciamento e offerte chiavi in mano (metà linea). Flessibilità: lavorazione di ...

Corsa X: 800, 1.000, 1.600, 1.250, 2.400 mm
Corsa Y: 800 mm - 1.600 mm
Corsa Z: 1.300, 1.400, 1.045, 1.600 mm
... sicurezza non solo ora, ma anche in futuro, prenderete la decisione giusta con un centro di lavoro HELLER a 5 assi della serie F. Elementi principali unità di lavoro con cinematica a testa orientabile ...

Corsa X: 2.600, 1.800, 3.100 mm
Corsa Y: 1.500, 3.000 mm
Corsa Z: 900, 1.200 mm
... Il Centro di lavoro a CN a 5 assi per compositi più intelligente e compatto, con struttura monolitica a cella chiusa, progettato con ponte mobile, concepito per prestazioni di alto livello. Il portale viene azionato da ...
Multiax International CNC srl

Corsa X: 2.600, 9.500 mm
Corsa Y: 36.000, 2.500 mm
Corsa Z: 4.000, 1.200 mm
... Struttura chiusa per carichi pesanti, portali a binario alto per grandi volumi di lavoro. Questa massiccia macchina CNC a 5 assi con ponte alto è ideale per la lavorazione di pezzi di grandi dimensioni. Le operazioni di lavorazione ...
Multiax International CNC srl

Corsa X: 2.400 mm - 9.500 mm
Corsa Y: 2.500 mm - 42.000 mm
Corsa Z: 1.200 mm - 4.000 mm
Il disegno modulare della serie L, caratterizzato da un portale in movimento su guide basse, è adatto alle industrie in cui si processano pezzi di grandi dimensioni con precisioni elevate, come, ad esempio, nella produzione di stampi per l'industria dell'auto, ...
Multiax International CNC srl

Corsa X: 2.100 mm
Corsa Y: 1.480 mm
Corsa Z: 750 mm
... Gamma ottimizzata per la lavorazione di pezzi e profili di grosse dimensioni. Piano fisso, portale mobile. Realizzazione di modelli e stampi oppure lavorazioni a 5 assi su elementi termoformati, … ATTREZZATURA DI FRESATURA OTTIMIZZATA PER I SEGUENTI ...
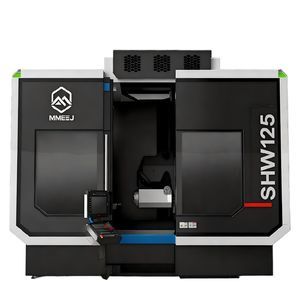
Corsa X: 1.250, 1.600, 2.100, 1.000 mm
Corsa Y: 1.000, 1.250, 1.600, 2.100 mm
Corsa Z: 1.000, 1.400, 1.700 mm
... Panoramica
La serie SHW è un
centro di
lavoro 5 assi convertibile verticale–orizzontale progettato per l'alesatura multi-processo in una singola impostazione su pezzi grandi e complessi. Dotata di testa fresante ...

Corsa X: 250 mm - 1.500 mm
Corsa Y: 200 mm - 2.550 mm
Corsa Z: 150, 350, 700 mm
... La serie GAMMA di Wissner, altamente dinamica, è il vostro centro di fresatura HSC per la lavorazione più precisa e veloce dei vostri pezzi! Che si tratti di 3 assi, 4 o 5 assi - il nostro concetto modulare consente ...

Corsa X: 5.000 mm - 30.000 mm
Corsa Y: 5.000 mm - 7.600 mm
Corsa Z: 1.500 mm - 2.500 mm
... Centro di lavoro Gantry a 5 assi ad alta dinamica e precisione
AERO rappresenta la gamma di
centri di
lavoro Gantry di grande dimensione progettata per lavorazioni ...
Parpas

Corsa X: 9.007 mm
Corsa Y: 1.038 mm
Corsa Z: 555 mm
... Panoramica
SBZ 125/85 è un
centro di
lavorazione di profili a cabina chiusa, a 5 assi, con lunghezza utile di 8 m. Il funzionamento in modalità pendolare dinamica consente il caricamento e la fresatura in parallelo, ...

Potenza: 11 kW
... Modello: P527 | P529 PREMIUM
Pertici S.p.A.
Raggiungi nuovi clienti 365 giorni all'anno grazie a un'unica piattaforma
Diventa espositorei migliori fornitori